
Нави 100% санҷидашудаи Common Rail Diesel / Сопло барои сӯзишворӣ DLLA155S295c2










тафсилоти маҳсулот




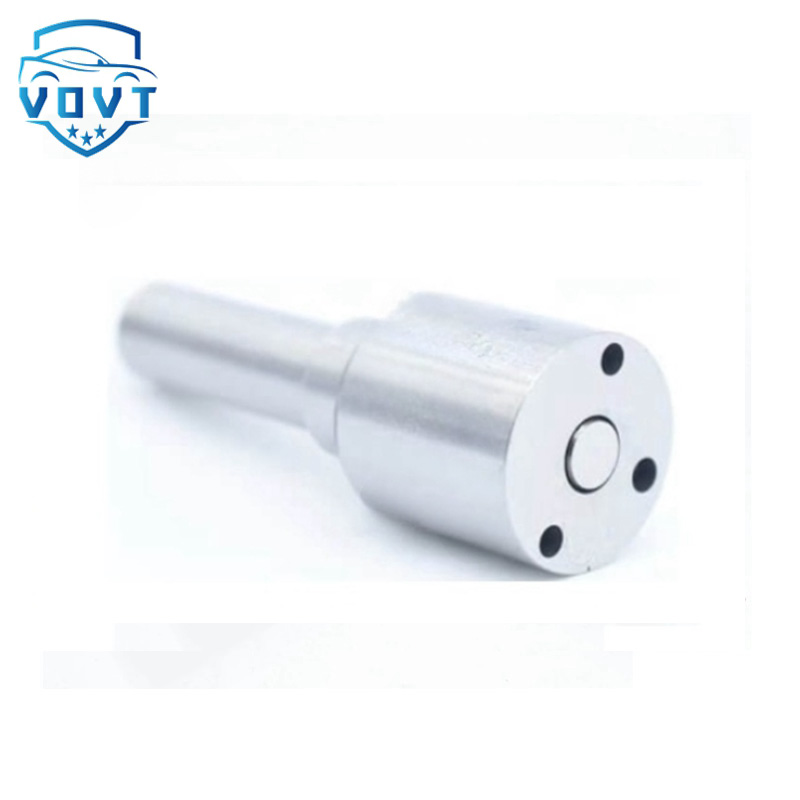
| Истехсоли ном | DLLA155S295c2 |
| Модели муҳаррик | / |
| Ариза | / |
| MOQ | 6 дона / Музокирот |
| Бастабандӣ | Бастабандии қуттии сафед ё талаботи муштарӣ |
| Вақти иҷрошуда | 7-15 рӯзи корӣ пас аз тасдиқи фармоиш |
| Пардохт | T/T, PAYPAL, ҳамчун афзалияти шумо |
Раванди барҳам додани ҷуфти соплоҳои инжектор (қисми 3)
Агар хати клапани клапани сӯзан ва корпуси инжектор нобаробар бошад, онро бо кӯфтан ва штамп кардан маҷбур кардан мумкин аст, ки ҳамкорӣ кунад. Клапани сӯзани бо каме равған тар кардашударо ба корпуси инжектори сӯзишворӣ гузоред, чипи плунжерро ба дастаки клапани сӯзан ҷойгир кунед ва бо болғаи нимфунт даҳҳо болғаро сабук занед, то клапани сӯзан ва корпуси инжектори сӯзишворӣ сахт афтад. . Агар сим вайрон шуда бошад, онро 90 гардонед° ва боз бикӯбед, ва онро се маротиба дар маҷмӯъ гардонед, то мувофиқати хуб ба даст оред.
Дар сими клапани бадани инжектор ва сими клапани сӯзан аломатҳои осеб дида мешаванд. Агар аломатҳои зарар калон бошанд, ба хати клапани сари клапани сӯзан миқдори ками хамираи абразизиро молед ва дастаки клапани сӯзанро ба асбоби махсуси ҷудокунӣ барои зарба ва суфтакунии гардишӣ часпонед. Агар шумо пармакунаки курсӣ ё пармаи дастӣ дошта бошед, шумо метавонед дастаки клапани сӯзанро дар патрон насб кунед ва онро барои суфтан гардонед, аммо суръат набояд аз ҳад зиёд бошад, то хати клапанро барқарор кардани ҳамворӣ душвор гардонад. ба суфтакунии зуд.
Ҳангоми суфтакунӣ, шумо бояд корпуси инжекторро бо дастҳои худ часпонед ва пайваста ба самти меҳвар зарба занед ва гардед. 2 ~ 3 дақиқа маҷақ кунед, то сатҳи муштараки хати клапани конуси сӯзанро бинед. Аммо диққати махсус бояд ба он пардохта шавад, ки хамираи абразивӣ набояд ба рӯи дастури силиндрии клапани сӯзан татбиқ карда шавад ё ламс карда шавад, то абразиш ба ҳамвор будани сатҳи роҳнамои силиндрии клапани сӯзан халал расонад. Изҳои зарарро майда кунед, сӯзандоруро барои нафаскашии равғани дизелии тоза истифода баред ва хамираи абразивиро ба сӯрохи бадани сопло шуед. Пас аз он оксиди хромро истифода бурда, корпуси инжекторро ҳамон тавре ки дар расми 6 нишон дода шудааст, майда кунед ва сипас онро бо равғани муҳаррик дар давоми 1~2 дақиқа майда кунед, то хати клапани конуси клапани сӯзан ба ҳамвории атроф расад. Паҳнои сатҳи муштараки сими клапан одатан тақрибан 0,1 мм аст.
Категорияҳои маҳсулот
-

Инжектори дизелӣ Инжектори сӯзишворӣ 095000-5511 8-976...
-

Камминс Isx15 сӯзишворӣ инжектор 2897320 OEM
-

Инжектори дизелӣ инжектори сӯзишворӣ 0445120213 Bosch ...
-

Инжектори дизелӣ сӯзишвории сӯзишворӣ 0445120032 Compat...
-

Соппаи нави инжектор Dlla150pn315 барои Mitsubishi...
-

Инжектори дизелӣ инжектори сӯзишворӣ 0445110668 Bosch ...




